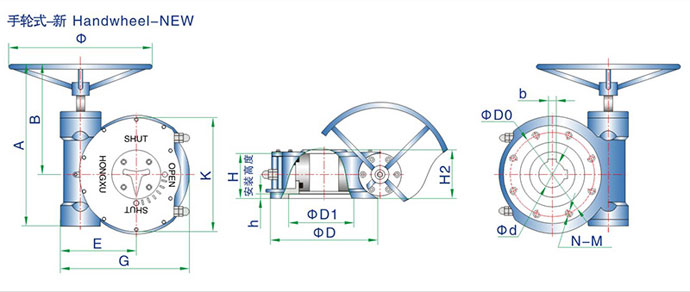
印後切紙機的蝸輪箱部件常見(jiàn)故障分析
1.蝸(wō)輪箱頂部的加油(yóu)孔(kǒng)中會有壓(yā)力油冒出或蝸輪箱油標顯示的(de)潤滑油高度有明顯升高:這主要是由於小(xiǎo)油缸內的聚(jù)胺脂密封圈損壞,壓力油進(jìn)入了蝸輪箱體所致(zhì),必須(xū)更換該(gāi)密封圈。具體方法是卸下蝸輪箱小油缸側麵的進油管接頭螺(luó)絲和兩個銅墊,拆去小油缸與蝸輪箱的緊固螺絲,將整套小油缸(gāng)取下,然後卸下小油缸的後蓋(gài)和彈簧,取出活塞即可看到該密封圈。我司生產的係列切紙機所用的小油缸聚胺脂密封圈分軸用(裝在小油缸體的內(nèi)壁)和孔用(裝在活塞(sāi)的(de)外徑上)兩種,在選購時必須注(zhù)意分清。在安裝時要使該密封圈的y形開口朝(cháo)向壓力油的進油方向,否則將不起(qǐ)作用。另外在裝上小油缸體時要小心推杆(gǎn)上的平麵軸承不能掉下(xià)來。
更換聚胺脂密封圈,必須注意該機的型號、規格、出廠(chǎng)日期等(děng)等(děng),特別是近(jìn)年來出廠的機器(qì),聚胺脂密封圈都選用了進口件,如1150、1370規格的機器,進口(kǒu)的聚胺脂密封圈(quān)顏色(sè)為蘭色,尺寸是72×60×10mm,所以請大家在更換時一定要先看清原有密封圈的規格和顏色。
小油缸聚胺脂密封圈的損壞也會使刀的裁切力變小,會出現(xiàn)雖然副泵壓力顯示正常,但卻切不動紙的現象。這是因為壓力油(yóu)沒能全部作用在小(xiǎo)油缸的活塞上,一部分(fèn)泄漏進(jìn)入了蝸輪箱內而造成了壓力的損(sǔn)失。
2.如果副泵輸出的壓(yā)力油經測量能達到要求,但卻無法下刀或切不動紙,很可能是由於推杆上(shàng)的橫肖已斷裂而無法帶動離合盤所(suǒ)致。
拆卸步驟如(rú)下:將刀座置於最低點,卸下皮帶輪(件9)的端蓋,鬆去蝸杆(gǎn)上的(de)圓螺母和止(zhǐ)退墊圈,往外用力拉(lā)出整個皮帶輪及軸承組件。然後利用離合盤上的兩顆螺釘,用兩(liǎng)塊小壓板分別壓住蝸杆中間(jiān)的彈簧壓蓋和離(lí)合盤邊緣,擰緊兩顆螺釘使彈簧壓蓋和軸用擋圈脫離開後即(jí)可取下該擋圈,再鬆去兩塊壓板,取下彈簧壓蓋和彈簧,並往外拉出離合盤即(jí)可看見橫肖。(在安裝時必(bì)須注意要使橫肖的圓弧形缺口插入蝸(wō)杆(gǎn)內部的推杆(gǎn)的開槽缺口中)。
其實要判(pàn)別刀下來後切不動紙的原因,隻要按下列方(fāng)法簡單地試一下即可:
當刀裁切到紙堆停下來後,如果再次按動雙手按鈕,裁刀能繼續運動直至一個循環結束,那麽基本可以(yǐ)肯定液壓(yā)和機械部分都是正常的,一般不會有大的問題,刀停下來的原因多(duō)半是由於光電保護的(de)對準正處在臨界狀態,所以下刀(dāo)時的振動(dòng)即(jí)引起紅外發射和接收信號的偏差(類(lèi)似(sì)在下刀時用手遮擋了光電保護所(suǒ)致);如果再次(cì)按動雙手按鈕也無法繼(jì)續(xù)裁切,那麽一(yī)般是與電路無(wú)關的,需檢查測量副泵的裁切壓力或其他機(jī)械(xiè)原因。[next]
3.如果機器在空運轉時出現異聲,除了(le)雙連葉片泵本身(shēn)質(zhì)量原(yuán)因引起的(de)噪音外,很可能是皮帶輪中間的軸(zhóu)承缺油或損壞所致。該處的軸承早期使(shǐ)用的是配對軸(zhóu)承,若加油必(bì)須兼顧到內外(wài)兩個軸承。另(lìng)外在更換軸承(chéng)時如無法選購到配對軸(zhóu)承,則必須根據兩個軸(zhóu)承內外(wài)圈平麵之間的間隙加放(fàng)適當的(de)調整墊(diàn)片(安裝時兩軸承外圈的寬麵相對),既不能使軸(zhóu)承壓死發燙也不能因間隙太大而導致皮(pí)帶輪晃動。
考慮到這個問題,我司現在出廠的機器皮帶輪內已全部采用(yòng)單個的軸承(用戶在更換和(hé)購買時請注意)。
如果在(zài)下刀時(shí)有異聲:機(jī)械方麵的(de)原因很可能(néng)是蝸杆兩端(duān)的軸(zhóu)承(特別是靠近小油(yóu)缸處的軸承)損壞,可按以上(2)順序逐步拆卸,直(zhí)至取下蝸杆並更換相(xiàng)應的軸(zhóu)承(再次提請注意:為了安全起見,如果要拆卸蝸杆,事(shì)先必須將刀放至最底下)。
在更(gèng)換蝸杆靠小油缸處的平麵軸承時,必須注意平麵軸承的上下兩片其內(nèi)孔是大小不(bú)同的,其中內孔小的裝(zhuāng)在推杆上,內孔大的裝在小活塞上,千萬不能搞錯(cuò)。
而液(yè)壓方麵引起的原因則可能是由於液壓(yā)箱裏常開電磁閥下麵的卸油管已脫(tuō)落,卸荷的壓力油直接(jiē)噴在了油麵上所濺起的空氣泡沫被吸入液壓管路所致。在開機(jī)情況下打開液壓箱正麵(miàn)的蓋板後即可(kě)明顯看(kàn)到閥板(bǎn)的中間底部有油往下噴出,可在油箱裏摸出油管並擰上,再排盡管(guǎn)路裏(lǐ)的空氣即可。
管路(lù)裏如果有空(kōng)氣,當壓(yā)紙器壓到工作台麵(miàn)時會出現振動的現象(壓力大時(shí)更明顯),早期(qī)機型的(de)壓力繼電器壓板會不停地抖動而且(qiě)不能下刀(注意,現在s係列的機型已取消了壓力繼電器(qì)這一部件而用時間繼(jì)電器代替控製紙張壓緊後下刀時間的快慢)。欲排除空氣可在壓紙器和工作台之間放置(zhì)一塊高約6 -- 7公分,長(zhǎng)約50公(gōng)分左右的木塊,左手按住油箱左麵的s12行程開關,右(yòu)手用螺絲刀輕(qīng)按常開電磁閥的閥(fá)芯,使(shǐ)壓紙器慢慢下降至木塊時稍稍加力,這樣反複(fù)地來回多次(cì),直至噪音越來越小,即可將空(kōng)氣排除(也可同時旋鬆(sōng)壓紙油缸頂(dǐng)部(bù)側麵的六角頭螺堵,使油和空氣在(zài)壓紙器下壓的過程中一起排出後再緊固(gù)住)。
4.如果管(guǎn)路的空氣(qì)經(jīng)常會出現(xiàn),那就要考慮是否是雙聯葉片泵軸頭處的骨架油封損(sǔn)壞(huài),這個密封圈較難更換,一旦安裝不好就會漏氣,實在沒辦法就隻能更換新的油泵。檢查(chá)中大家(jiā)要了解的是(shì)液壓係統進空氣必定是液(yè)壓油輸入部(bù)分的原因。[next]
5. 蝸輪箱後麵的(de)凸輪下刀時作順時針運動(從背麵看),三個行程開關在(zài)停車時與凸輪的正確位置應按說(shuō)明書內的元件位置圖所示。即將離開凸輪;s5的滾輪停在小凸輪的左側且不能被頂住(注意:在s係列(liè)機型的(de)機器(qì)上s5行程開關已取消);s6則剛被凸(tū)輪壓住)。其作用分別為:左邊的一個控(kòng)製液壓箱(xiāng)內的常閉電磁閥。當壓紙器下壓,刀往下運動時該開關即斷(duàn)開,使(shǐ)常閉電磁閥(fá)失(shī)電,此時即使放開雙手,刀(dāo)座(zuò)停止運動,由於常閉電磁閥已關閉,油缸內的壓力油無法回流,壓紙器將繼續壓緊於紙麵而不致回(huí)升。中間的開關通過裝在大(dà)凸輪上麵(miàn)的小凸輪起單次作用,也就是(shì)說每一刀裁切完畢不管你是否鬆開(kāi)雙(shuāng)手,裁刀也隻能停在最高點(diǎn)而無法連續(xù)工(gōng)作。右邊(biān)的開關作用於上下半周,即在(zài)下(xià)刀的過程中,由於該開關處於斷開(kāi)狀態,所以雙手必須按住雙手按鈕不放才能保持連續下刀(dāo)。刀座回升過程中,開關與凸輪(lún)脫離而閉合(hé),通過電路的控製,此時鬆開(kāi)雙手刀也能自動回到最高點。有時在一次裁切循(xún)環結束後會出現死點現象(xiàng),也就是中間的小凸輪未能走到s5單次開關滾輪的(de)右側而是正好頂住在單次開關的滾輪上,以致無法再進(jìn)行下(xià)一刀的裁切(qiē)。這就必須通過調整單次開關(guān)和上下半周兩個開關之間的距離,使每切完一刀(dāo)後凸輪就能回複到正確的狀態。
在sqzk係列(liè)的機型中,我們已經取消了s5這個(gè)單次(cì)開關,而通過s6與s13的組合取代(dài)了(le)單次下刀這個功能,這樣(yàng)就不會再出(chū)現因為刀座(zuò)處於上死點而無法繼續工作這個難題了。
6. 在裁切過程(chéng)中如發現有少量滑刀現象的話,可鬆去凸輪中間的六角螺絲,將凸輪適當地順時針轉動一點角度即可(轉動角度的大小可根據實際情(qíng)況逐步調整(zhěng),電腦機調整時還要注意兩片凸輪必須同時轉動)。如果還不(bú)能解決問題,那麽就需要在裁切力(lì)測量點裝上壓(yā)力表,仔細觀察刀回到最高(gāo)點時副泵壓力是(shì)否能立刻回到零。如不能(néng)及時回零,則可能是卸荷(hé)不暢通,需檢查裁切電磁閥複位是否(fǒu)正常、油路有(yǒu)無堵塞等現象;如果壓力能迅速(sù)回零(líng),那就(jiù)很可能是小油缸(gāng)的活塞運動不靈活、離合(hé)器複位彈簧強(qiáng)度不夠、摩擦片上有油打滑等機械部分的原因所致,另外(wài)也可以拆下(xià)小油缸檢查蝸杆(gǎn)尾部的幾個(gè)軸承,他們如果損壞也會(huì)引起(qǐ)滑(huá)刀現象,請分別拆下以上幾個(gè)部件進(jìn)行檢查(chá)。
7. 經常注意並調(diào)整皮帶輪與摩擦離合器之間的間隙。具體方法如圖五所示,旋鬆四(sì)隻圓柱頭螺釘,擰緊另四隻內六角螺釘(dìng),使(shǐ)間隙增大,反之則間隙縮小,調整完畢必須將螺釘全部擰緊。該間隙宜保持(chí)在0.5--1mm之間,並要求在整個(gè)圓周內間隙基本(běn)一致(zhì)。
關鍵詞:蝸輪 蝸輪箱(xiāng)
注:以上資訊由永嘉縣東甌廣(guǎng)豐蝸輪廠整理(lǐ)發布,轉載請標明版權(quán):http://www.qzthhbjx.com/

 浙公網安備33032402002401號
網(wǎng)站地圖 | 技術支持:雲鼎科技(jì)
浙公網安備33032402002401號
網(wǎng)站地圖 | 技術支持:雲鼎科技(jì)



動蝸輪箱")
